1. A hajlítási folyamat megértése: egyszerű tények

Hajlítási ráhagyás = Szög * (T/ 180)* (Sugár + K-tényező * Vastagság) Hajlítási kompenzáció = Hajlítási ráhagyás (2 * Visszatérés)
Belső állítás hátul = barna (szög / 2) *Külső hátsó sugár = barna (szög / 2)* (sugár + vastagság)

1) A hajlított részen kapott sugár befolyásolja azt a hosszt, ameddig az adott részt le kell vágnunk (hajlítás előtt).
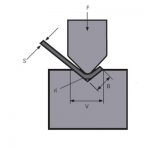
2) A hajlításkor kapott sugár 99%-ban függ attól a V nyílástól, amellyel dolgozunk.
Az alkatrész tervezése és minden bizonnyal a nyersdarabok vágásának megkezdése előtt PONTOSAN tudnunk KELL, hogy a présféken lévő alkatrészt melyik V nyíláson fogjuk meghajlítani.

2. Hogyan hat a sugár az üresekre
egy nagyobb sugár kifelé "nyomja" a részünk lábait, és azt a benyomást keltve, hogy a nyersdarabot "túl hosszúra" vágták.
egy kisebb sugárhoz olyan nyersdarabra van szükség, amelyet „kicsit hosszabbra” kell vágni, mint ha a sugár nagyobb lenne.

3. Hajlítási juttatás

A fenti ábra kibontott nyersdarabjait a következőképpen számítjuk ki:
B = 150 + 100 + 60 + BA1 + BA2
A BA1 és BA2 kiszámítása:
A hajlítási ráhagyás kiszámítása
Azt a részt, amelyet le kell csökkentenünk a két lábból, miután lapossá válik, általában „hajlítási ráhagyásnak” (vagy az egyenletben BA-nak) nevezzük.

Hajlítási ráhagyás képlete
BA formula akár 90°-os hajlításokhoz

BA képlet 91° és 165° közötti hajlításokhoz

iR = belső sugár
S = vastagság
Β = szög
Π = 3,14159265….
K = K-tényező
K faktor
Nyomóféken történő hajlításkor a fémlemez belső része összenyomódik, míg a külső rész megnyúlik.
Ez azt jelenti, hogy a lapnak van egy része, ahol a szálak nincsenek összenyomva vagy megnyúlva. Ezt a részt „semleges tengelynek” nevezzük.

A kanyar belseje és a semleges tengely közötti távolságot K-tényezőnek nevezzük.
Ez az érték a vásárolt anyaggal együtt jár, és nem módosítható.
Ez az érték törtekben van kifejezve. Minél kisebb a K tényező, annál közelebb lesz a semleges tengely a lap belső sugarához.

K tényező = finomhangolás
A K faktor befolyásolja a kibontott nyersdarabunkat. Nem annyira, mint az alkatrész sugara, de felfoghatjuk úgy, mint a nyersdarabok finomhangolási számításait.
minél kisebb a K tényező, annál jobban megnyúlik az anyag, és ezért „kiszorul”… ami azt jelenti, hogy a lábunk „nagyobb lesz”.
K-tényező becslése
Az üres számítások finomhangolásakor legtöbbször meg tudjuk becsülni és módosítani a K tényezőt.
csak néhány próbát kell tennünk (a kiválasztott V nyíláson) és megmérni az alkatrész sugarát.
Abban az esetben, ha pontosabb K-tényezőt kell meghatároznia, az alábbiakban a kanyar pontos K-tényezőjének meghatározására szolgál.

K tényező: képlet

A példa megoldása:
B = 150 + 100 + 60 +BA1 + BA2
K faktor becslés
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Mindkét kanyar 90°-os vagy kisebb:

ami azt jelenti:
B1 = 3,14 x 0,66 x (6 + ((4×0,8)/2) – 2 x 10
B1 = -4,25
B2 = 3,14 × 0,5 × (8 + ((4 × 0,8)/2) – 2 × 12
B2 = -8,93
ebből kifolyólag:
B = 150 + 100 + 60 + (-4,25) + (-8,93)
B = 296,8 mm
Kapcsolódó termékek
 Miből készülnek a présfékbetétek? Mi az a présfékszerszám?
Miből készülnek a présfékbetétek? Mi az a présfékszerszám?- Mi az a Press Brake Crowning
- Hogyan válasszuk ki a hidraulikus présfékező gép űrtartalmát
- Kantoni Vásár
- WILA Hatékony megoldás közepes és vastag lemezek hajlítására
- Hogyan válasszuk ki a megfelelő présfék hajlítógép szerszámot
- Hagyományos hajlítási sorrend és a hajlítógép öntőforma napi használati előírásai
- Miért érdemes kompenzációs rendszert hozzáadni a présfék hajlítógéphez?
- Használja a CNC hajlítógép készségeit
- Calculation of the Bending Force During Free Bending of Sheet Metal Bending Machine