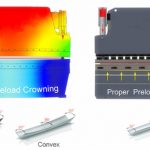
A CNC hajlítógép fontos berendezés a lemezfeldolgozásban, és munkapontossága közvetlenül befolyásolja a munkadarab hajlítási pontosságát. A munkadarab hajlítási folyamata során a présfékező gépet a csúszka mindkét végén a legnagyobb erő éri, és a lemez hajlítása során fellépő reakcióerő a csúszka alsó felületén homorú deformációt okoz. A csúszka középső részének deformációja a legnagyobb, és a munkadarab végső hajlítási szöge A méret a teljes hosszban változó.
Munkaasztal-teljes terhelés-deformáció


A csúszka deformációja okozta káros hatások kiküszöbölése érdekében szükséges a csúszka elhajlási deformációjának kompenzálása. A szokásos kompenzációs módszerek közé tartozik a hidraulikus kompenzáció és a mechanikai kompenzáció, mindkettő a munkaasztal közepe felé haladó rugalmas deformációt produkál az eltolás érdekében. A szerszámgép szánjának deformációja biztosítja a megmunkálási hézag felületének pontosságát és javítja a munkadarab pontosságát.


Penészbiztonsági tényező elemzési táblázat

Két kompenzációs módszer
1. Hidraulikus kompenzáció
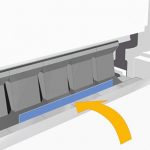
A munkapad hidraulikus automatikus elhajláskiegyenlítő mechanizmusa az alsó munkapadra szerelt olajhengerek csoportjából áll. Az egyes kompenzációs hengerek helyzetét és méretét a csúszka lehajláskompenzációs görbéje és a munkapad végeselem-analízise szerint alakítjuk ki. A hidraulikus kompenzáció a semleges változat dudorkompenzációja, amely az első, a középső és a hátsó három függőleges lemez közötti relatív elmozdulás révén valósul meg. Az elv az, hogy a kidudorodást magának az acéllemeznek a rugalmas deformációján keresztül valósítják meg, így a kompenzáció mértéke a munkaasztal rugalmassági tartományán belül állítható.

2. Mechanikai kompenzáció
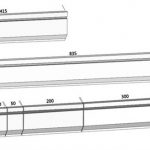
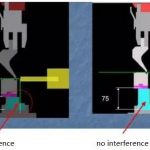
A mechanikai kompenzáció egy sor kiálló ferde ékből áll, ferde felülettel, és minden egyes kiálló éket a csúszka és a munkaasztal elhajlási görbéje szerint tervezünk a végeselemes elemzés alapján. A numerikus vezérlőrendszer kiszámítja a szükséges kompenzációs mértéket a terhelési erőnek megfelelően a munkadarab hajlítása során (ez az erő a csúszka és a munkaasztal függőleges lemezének elhajlását és deformációját okozza), és automatikusan szabályozza a konvex ékek egymáshoz viszonyított mozgását, hogy hatékonyan működjön. kompenzálja a csúszóblokk által okozott elhajlási deformációt, és a munkaasztal függőleges lemeze az ideális hajlító munkadarabot eredményezheti. A mechanikus elhajlás kompenzáció a helyzet szabályozásával valósul meg az "előütközés" elérése érdekében. Az ékek halmaza egy vonalat alkot a munkaasztal hosszirányában. Az azonos elhajlású görbe egyenletessé teszi a felső és alsó forma közötti rést hajlítás közben, biztosítva a hajlító munkadarab azonos szögét a hosszirányban.


Kapcsolódó termékek
 A présfék hajlítógépek gyakori mechanikai hibái és karbantartása
A présfék hajlítógépek gyakori mechanikai hibái és karbantartása- Kínai présfék hajlítógép forma
- 4 lépés a CNC lemezhajlító E21 rendszerének megismeréséhez
- Mi az a Press Brake Crowning
- Hogyan válasszuk ki a hidraulikus présfékező gép űrtartalmát
- Miből készülnek a présfékbetétek? Mi az a présfékszerszám?
- Hogyan készítsünk elhajlás kompenzációt CNC lemezhajlítóhoz
- Használja a CNC hajlítógép készségeit
- Hány féle hidraulikus présfék
- Hogyan válasszuk ki a megfelelő CNC hidraulikus présfékező gépet