A CNC hidraulikus présfékezőgép előnyei

1. Egyszerű kezelés
A CNC présfék nagyon könnyen kezelhető és kevésbé munkaigényes gép. A kezelő tehát egyszerre több gépet tud kezelni. Ezek a gépek egyszerűen kezelhetők a kezelő érintésével, tapintásával és hangjával. Ezen kívül nagyon felhasználóbarátak és rendkívül erős vezérlőrendszerrel rendelkeznek.
2. Rugalmas programozás
A CNC présfék rugalmas programozása lehetővé teszi a kezelő számára, hogy egyszerű angolul vagy bármilyen más megfelelő nyelven vezérelje a gépet.

A különböző típusú műveletek is elérhetők a menüben. A kívánt művelet kiválasztása után egy újabb kérdéslista jelenik meg a képernyőn a ciklusidőkkel, anyagokkal, nyomásokkal és a gyártási folyamathoz kapcsolódó egyéb elemekkel kapcsolatban. És miután a kezelő beviszi a válaszokat a gépbe, az értékek megjelennek a képernyőn megerősítésként a kapcsolódó feladat megkezdése előtt.
3. Modern design
A CNC présfék modern kialakítással rendelkezik, amely lehetővé teszi a kezelő számára, hogy könnyen rendezze a kanyarok sorrendjét. Segíti a kezelőt a kívánt termék gyors elkészítésében is. Ezen túlmenően a kezelőnek már nem kell megbecsülnie a szükséges nyomás mértékét egy meghatározott fokú hajlítás létrehozásához. Még az egyéb tényezők is, mint például a karima hossza, az anyag fajtája, a vastagság mértéke és a hajlítás mértéke közvetlenül bevihetők a CNC vezérlőegységbe. A legyártandó alkatrész 2D vagy 3D kész változatban is megtekinthető. Ezen túlmenően, miután az első alkatrészt a gépen vagy offline PC-n keresztül programozták, egy kevésbé képzett kezelő a további részeket is könnyedén elkészítheti.

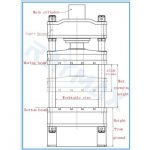
4. Két lineáris mérleg van felszerelve a „C” lemezekre mindkét oldalon.
Munkaasztalra rögzítjük, hogy kiküszöböljük a munka közbeni elhajlás hatását. A lineáris skála megvizsgálja a nyomószár mindkét véghelyzetét (Y1, Y2) és jelet küld. A CNC-erősítővel történő felerősítést követően a jel visszakerül a számítógépre. Ezután a számítógép szabályozni fogja az olaj mennyiségét, amely a hengerekbe kerül. Így a nyomószár és a munkaasztal párhuzamosságát ±0,01 mm alatt lehetett szabályozni.
5. Sokoldalúság: Hajlítsa meg bármilyen vastagságú és anyagtípust (a fékek fizikai határain belül), beleértve az összetett alkatrészeket, például az elektronikus alvázat/konzolokat.
6. A DELEM rendszer automatikus tesztelő és öndiagnosztikai funkciókkal rendelkezik. A programozás magában foglalja a hajlítandó lemez méreteit, a munkadarab méreteit és a szerszámok kiválasztását is. Ezután a CNC rendszer automatikusan kiszámítja a hátsó idomszer és a nyomószár hajlító erejét és helyzetét. A nyomószár behatolási és préselési időreléke is kiszámítható volt. A kiváló minőségű elektro-hidraulikus proporcionális szelep biztosítja mindkét henger szinkronizálását, valamint jó kapacitást az excentrikus terhelés kezelésére.

7. A hátsó mérőműszer gördülő golyós csavarral és gördülő vezetőmóddal rendelkezik, így az X tengely ismételt pozicionálási pontossága elérheti a ±0,1 mm-t. A teljes gép biztonsági védővel és reteszeléssel rendelkezik, hogy megvédje a kezelőt a sérülésektől.
8. A fő csúszó alkatrészek, mint például a hengerek, a dugattyúrúd, a vezetőút, mind kopásállósággal vannak ellátva.
9. A CNC rendszer jó pontossággal vezérli a CNC hidraulikus présgép fékkarjának löketét és a hátsó mérőműszert.
A CNC hidraulikus présfékező gép hátránya
1. Anyagkezelés: A nagy lapok anyagkezelésének nehézségei
2. Szerszámozás: Alsó és felső szerszám szükséges
3. A karima hosszának át kell nyúlnia a szerszámon a teljes hajlítási művelet alatt, korlátozva a karima méretét
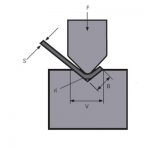
4. Visszaugrás: A hajlítás végén a rugalmas alakváltozás helyreállása miatt visszaugrás következik be, amint az az 1. ábrán látható. A visszapattanó jelenség közvetlenül befolyásolja a munkadarab méretpontosságát, és ellenőrizni kell. Az ezzel kapcsolatos folyamatintézkedések a következők: ① Szögkompenzációs módszer. Ha a munkadarab hajlítási szöge 90 °, hajlítógép alatt a rés (V-alakú) nyitási szög választható 78 °.

1.ábra
A nyomás alá helyezési időt a korrekciós módszer növeli. Hajlítás végén hajtsa végre a nyomáskorrekciót a felső szerszám, a munkadarab és a hajlítógép alsó hornya érintkezési idejének meghosszabbítása érdekében, hogy növelje a plasztikus deformáció mértékét az alsó horony kivágásánál úgy, hogy a szálak visszapattanó hajlamát a feszítési és a kompressziós zónában egymással szemben áll, ezáltal csökken a visszatérő bomba.
Kapcsolódó termékek
 A CNC présfék hajlítógép működési elve és összetétele
A CNC présfék hajlítógép működési elve és összetétele- WILA Hatékony megoldás közepes és vastag lemezek hajlítására
- Hogyan válasszuk ki a hidraulikus présfékező gép űrtartalmát
- A 10 legjobb kínai Power Press gyártó
- Hogyan válasszuk ki a megfelelő CNC hidraulikus présfékező gépet
- 4 lépés a CNC lemezhajlító E21 rendszerének megismeréséhez
- Mi az a Press Brake Crowning
- A guillotine nyírógép kezelése
- Hidraulikus présgép karbantartása
- A hidraulikus nyomógép biztonságos üzemeltetési szabályai